In recent years, single-layer roofing systems have been widely used in roof enclosure systems of large industrial buildings,commercial buildings and public buildings.Single-layer roofing systems often use mechanical fixing,full adhesion or empty laying and pressing methods to construct exposed TPO and other polymer waterproofing membranes.TPO and other polymer waterproofing membranes used in single-layer roofing systems are directly exposed to the atmospheric environment and face natural effects such as sun, rain,high and low temperature weather (in summer,metal roofs absorb heat from sunlight,and their surface temperature can reach above 60°C).They are prone to light and thermal oxidation aging,resulting in molecular chain breakage,performance degradation,and ultimately waterproof failure.At present,the aging resistance technology of exposed TPO waterproofing membranes is relatively mature in foreign countries, mainly North America and Europe,while the technology is relatively immature in China.Developing exposed TPO waterproofing membranes and building green building roofs will help the country achieve its carbon peak and carbon neutrality goals.How to improve the durability of exposed TPO waterproofing membranes and meet more stringent product technical standards and service life requirements has become a crucial research topic facing the development of domestic TPO waterproofing membranes.At present,researchers mainly focus on the effects of thermoplastic polyolefin substrates and filling materials on the aging resistance of TPO waterproof membranes,but there are relatively few studies on the effects of aging resistance additive systems.
Experimental part
This study studied the long-term heat aging resistance of TPO waterproof membranes through oven heat aging,and compared and verified the effects of different antioxidants and light stabilizers and their compound systems on the heat aging tensile properties,yellowing resistance and heat aging tensile appearance cracking properties of TPO waterproof membranes,in order to illustrate the effect of selecting a suitable anti-aging additive system on improving the durability of TPO waterproof
1.1 The main raw materials include TPO resin A,primary antioxidant B1,primary antioxidant B2,primary antioxidant B3, auxiliary antioxidant C1,auxiliary antioxidant C2,auxiliary antioxidant C3,light stabilizer D1,light stabilizer D2,light stabilizer D3,light stabilizer D4,and control sample of exposed polyester mesh cloth reinforced TPO waterproof membrane,all of which are commercially available industrial products.
1.2 Main equipment and instruments Twin-screw extruder:HK-36, aspect ratio L/D=40,screw diameter 36 mm,motor 30 kW, Nanjing Keya Chemical Equipment Co., Ltd.;Single-screw extruder:aspect ratio L/D=25,screw diameter 65 mm,barrel heating power 4 sections × 2.1 kW,motor 11 kW,Jiangmen Lingsheng Motor Co., Ltd.;Extrusion die head:300Dies,electric heating power 5.0 kW,Shanghai Fengle;Three-roll calender:Φ240×400,rated line speed 10 m/min,single-roll motor power 0.55 kW,Jiangsu Yuansu Technology Co., Ltd.;Traction roller motor:motor 1.1 kW,Foshan Nanhai Tiebao Motor Transmission Co., Ltd.;Electric constant temperature blast drying oven:DTG-9123A,Shanghai Jinghong Experimental Equipment Co., Ltd.;Microcomputer-controlled electronic universal material testing machine:CMT4503,maximum force 5 kN,Meters Industrial Systems (China) Co., Ltd.;Punching machine:CP-25,Yangzhou Saisi Testing Equipment Co.,Ltd.; Waterproofing membrane thickness gauge:HD-10,Shanghai Zhengji Rubber and Plastic Instrument Co.,Ltd.;Plastic vertical mixer:TMV-25 low-speed mixer,motor power 0.75 kW,Dongguan Tongyi Plastic Machinery
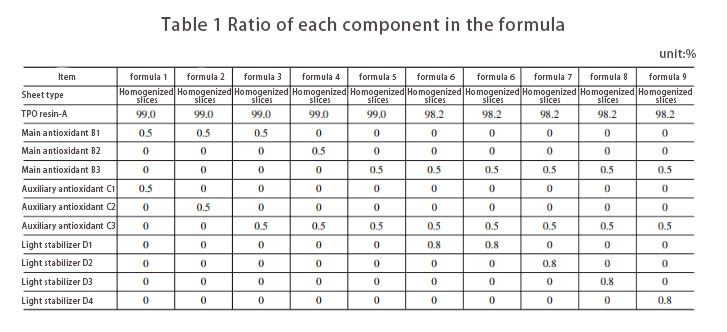
1.3 Sample preparation 1) Mixing The base TPO resin,primary antioxidant,auxiliary antioxidant and light stabilizer and other components were accurately weighed according to the proportion in Table 1 and put into a low-speed mixer.The mixer was mixed at a speed of 100 r/min for 5 min and fully mixed to obtain a premix.
2) Twin-screw extrusion granulation The above premix was discharged from the main feeding port of the twin-screw extruder.The temperatures of each section of the twin-screw extruder were 50 ℃,165 ℃,165 ℃,170 ℃,175 ℃,175 ℃,180 ℃,180 ℃,180 ℃ and 165 ℃,respectively,the head temperature was 165 ℃,and the screw speed was 400 r/min.The material was fully plasticized and uniformly under the conveying,melting,shearing and mixing of the screw,and finally prepared into modified TPO pellets after extrusion,drawing, water cooling and pelletizing.
3) Single-screw extrusion waterproofing membrane homogeneous sheet The modified TPO pellets prepared above were extruded at a single-screw extrusion temperature of 200~210 ℃,and the melt was passed through a three-roll calender and a traction roller to form a 1.5 mm thick homogeneous sheet.
4) Preparation of polyester mesh cloth reinforced TPO waterproofing membrane sample The modified TPO pellets prepared according to the above steps 1) and 2) were extruded at a single-screw extrusion temperature of 200~210 ℃, and the melt was passed through a three-roll calender, and compounded twice to obtain a polyester mesh cloth reinforced TPO waterproofing membrane sample with a thickness of 0.75 mm on the upper and lower surface layers (reinforced sheet of formula 6 in Table 1).
4) Test specimen cutting The size of the specimen was cut according to the test standard. The homogeneous sheet was cut into dumbbell-shaped tensile specimens with a punching machine, and the polyester mesh cloth reinforced TPO waterproofing membrane was cut into rectangular tensile specimens with a cutter.
1.4 Performance test 1) The initial and heat aging tensile properties and heat aging tensile appearance cracking properties of homogeneous sheet samples refer to GB/T 328-2007 "Test methods for building waterproof membranes" Part 9 Polymer waterproof membrane tensile properties method B, dumbbell type I specimens, size 6 mm × 115 mm, tensile speed 250 mm/min, uniformly test the transverse tensile properties and compare the appearance cracking after the tensile test. The heat aging tensile appearance cracking properties of polyester mesh reinforced TPO waterproof membrane refer to GB/T 328-2007 "Test methods for building waterproof membranes" Part 9 Polymer waterproof membrane tensile properties method A, rectangular specimens, size 25 mm × 220 mm, tensile speed 100 mm/min, observe the appearance after the test.
2) Heat aging conditions refer to the temperature and time conditions of ASTM D6878/D6878M-17 "Standard Specification for Thermoplastic Polyolefin Based Sheet Roofing". The cut test pieces are directly placed in a 135 ℃ oven for heat aging for 56 days, and then taken out to test the heat aging tensile properties, heat aging tensile cracking properties and yellowing resistance.
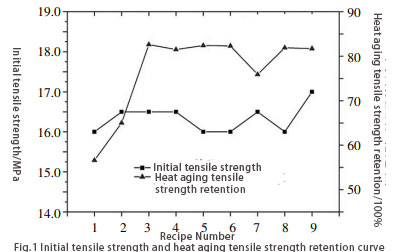
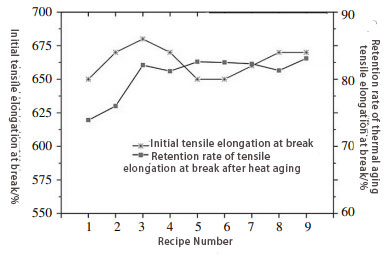
2.1 Effect of anti-aging additive system on tensile properties of homogeneous sheets The transverse initial tensile strength and heat aging tensile strength retention curves of TPO homogeneous sheets containing different anti-aging additive systems are shown in Figure 1, and the transverse initial tensile elongation at break and heat aging tensile elongation at break retention curves are shown in Figure 2. From Figures 1-2, it can be seen that the homogeneous sheet formulas 3, 4, 5, 6, 8 and 9 have better comprehensive tensile property retention rates.
2.1.1 Effect of auxiliary antioxidants on thermal aging tensile properties TPO materials are prone to thermal oxidative aging in high temperature environments for a long time, resulting in molecular chain breakage and degradation. Usually, the auxiliary antioxidants selected in the TPO material system are mainly phosphorus-containing or sulfur-containing organic compounds, which can convert the peroxides produced during the thermal oxidative aging process into non-free radical stable compounds, avoid peroxide-induced molecular chain breakage, and achieve the purpose of delaying thermal oxidative aging.
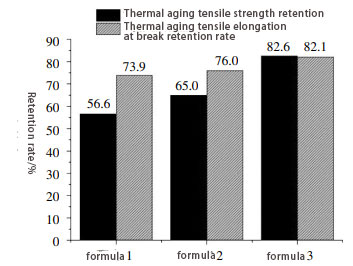
The main antioxidant was fixed as B1, and the heat aging tensile property retention rates of formulas 1, 2 and 3 (auxiliary antioxidant systems were C1, C2 and C3, respectively) were compared in the same proportion, and the results are shown in Figure 3. It can be seen from the data in Figure 3 that the transverse tensile strength retention rates of formulas 1, 2 and 3 are 56.6%, 65.0% and 82.6%, respectively; the transverse tensile elongation at break retention rates are 73.9%, 76.0% and 82.1%, respectively; the heat aging tensile property retention rate of formula 3 is much greater than that of formulas 1 and 2. The above research results show that after 135 ℃/56 d oven heat aging, TPO homogeneous sheets using different auxiliary antioxidant systems show a large difference in tensile property retention rates, and the TPO homogeneous sheet using auxiliary antioxidant C3 has the best heat aging tensile property retention rate.
2.1.2 Effect of the main antioxidant on the heat aging tensile properties The TPO material system mainly uses hindered phenol antioxidants as the main antioxidants. The main antioxidant can participate in the free radical chain reaction during the thermal oxidation process, eliminate the generated free radicals, and prevent the free radicals from taking hydrogen from the polymer, thereby preventing the chain reaction from proceeding.
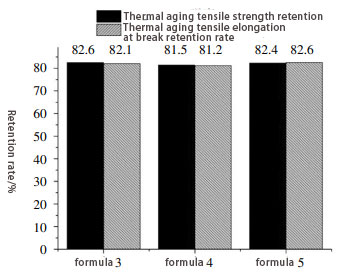
The auxiliary antioxidant is fixed as C3, and the heat aging tensile property retention rates of formulas 3, 4 and 5 (the main antioxidant systems are B1, B2 and B3, respectively) are compared in the same proportion. The results are shown in Figure 4. It can be seen from the data in Figure 4 that the transverse tensile strength retention rates of formulas 3, 4 and 5 are 82.6%, 81.5% and 82.4% respectively; the transverse tensile elongation at break retention rates are 82.1%, 81.2% and 82.6% respectively. The above research results show that the initial tensile properties of samples with different main antioxidant systems are similar; after heat aging in an oven at 135 ℃/56 d, TPO homogeneous sheets using different main antioxidant systems show different degrees of tensile property attenuation; the TPO homogeneous sheets using main antioxidants B1 and B3 have better thermal aging tensile property retention rates.
2.1.3 Effect of light stabilizer on heat aging tensile properties Polymers are susceptible to photo-oxidative degradation under long-term exposure to sunlight due to ultraviolet rays and oxygen. The light stabilizer selected in this study is a hindered amine light stabilizer, which can capture active free radicals produced by ultraviolet rays in polymers, thereby delaying the photo-oxidation process. Formula design Selecting different antioxidant and light stabilizer combination schemes will produce completely different aging resistance effects. Combining two different types of additives may produce synergistic or antagonistic effects.
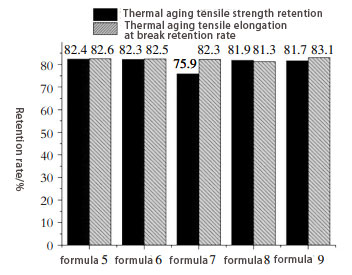
The compound antioxidant system of B3 and C3 was fixed, and the heat aging tensile property retention rates of formulas 6, 7, 8 and 9 (light stabilizer systems are D1, D2, D3 and D4 respectively) and formula 5 without light stabilizer were compared in the same proportion. The results are shown in Figure 5. As can be seen from the data in Figure 5, the transverse tensile strength retention rates of formulas 6, 7, 8 and 9 are 82.3%, 75.9%, 81.9% and 81.7% respectively; the transverse tensile elongation at break retention rates are 82.5%, 82.3%, 81.3% and 83.1% respectively. The above research results show that compared with formula 7, the comprehensive heat aging tensile performance retention rates of formulas 6, 8 and 9 are better; the heat aging tensile performance retention rates of formulas 6, 8 and 9 samples are close to that of pure antioxidant formula 5, indicating that there is no antagonistic effect between light stabilizers and antioxidants. Therefore, this light stabilizer can be used as a light stabilizer for exposed TPO waterproof membranes and used for formula verification of light aging resistance. Considering the differences in hindered amine concentrations, light stabilization efficiency, light stabilization durability and migration resistance of light stabilizers of different light stabilizers, macromolecular hindered amine light stabilizers D1 and D3 of formulas 6 and 8 are preferred.
2.2 The impact of anti-aging additive system on material appearance. TPO waterproof membranes containing different anti-aging additive systems will have different degrees of yellowing and appearance damage in the long-term high-temperature thermal oxygen aging environment.
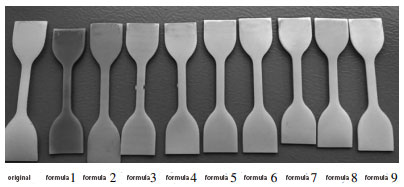
2.2.1 The influence of anti-aging additive system on thermal aging yellowing resistance After TPO waterproof membrane was thermally aged in an oven at 135 ℃/56 d, different anti-aging additive systems showed different yellowing resistance. The yellowing resistance of materials at high temperature can be used as an intuitive evaluation indicator of material performance attenuation. The main causes of polymer yellowing under thermal oxidative aging may include: polymer molecular chain breakage to produce conjugated double bond chromophores; broken chain molecules react with oxygen to oxidize to produce carbonyl chromophores; nitrogen-containing groups of hindered amine light stabilizers undergo thermal decomposition to produce colored amine substances. Figure 6 compares the initial sample color of TPO homogeneous sheets and the yellowing appearance color effects of formulas 1-9 of different anti-aging additive systems after aging at 135 ℃/56 d. From the results in Figure 6, it can be seen that formulas 4, 5, 6 and 9 have the best yellowing resistance (i.e., among the formulas containing light stabilizers, D1 and D4 light stabilizers have better yellowing resistance), formulas 3, 7 and 8 have the second best yellowing resistance, and formulas 1 and 2 have the worst yellowing resistance.
Based on the thermal aging tensile property retention rate and yellowing resistance of the above formula samples, the anti-aging additive (primary antioxidant + auxiliary antioxidant + light stabilizer = B3 + C3 + D1) system of formula 6 is finally preferred.
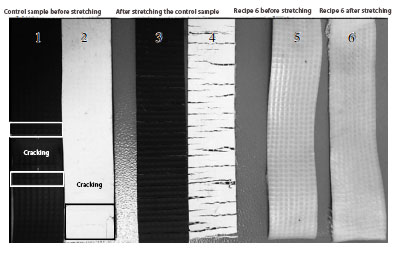
2.2.2 Effect of anti-aging additive system on thermal aging tensile cracking performance Under the condition of 135 ℃/56 d oven thermal aging, the thermal aging tensile cracking performance of the polyester mesh cloth reinforced TPO waterproof membrane test sample prepared by formula 6 and the commercially available exposed polyester mesh cloth reinforced TPO waterproof membrane control sample were compared, and the results are shown in Figure 7. It can be seen from Figure 7 that the polyester mesh cloth reinforced TPO waterproof membrane test samples (Group 5-6 samples in Figure 7) did not crack in appearance before and after the thermal aging tensile test; while the commercially available polyester mesh cloth reinforced exposed TPO waterproof membrane control samples had partially cracked in appearance after thermal aging but without stretching (Group 1-2 samples in Figure 7), and the appearance of the specimens (Group 3-4 samples in Figure 7) was completely cracked after the tensile test. From the test results of thermal aging tensile cracking of reinforced polyester mesh cloth samples, it can be inferred that the thermal aging tensile cracking is mainly due to the breakage of molecular chains at the microscopic level after long-term high-temperature thermal oxidation aging, and the surface of the material is first oxidized and degraded, resulting in cracks; from the perspective of mechanical properties, materials with high attenuation of tensile strength and tensile elongation at break and low performance retention after thermal oxidation aging will have more serious cracking after stretching, which may cause waterproof failure of the membrane under the action of environmental external forces. The preferred anti-aging additive system in this study is formula 6 of B3+C3+D1, which has good resistance to long-term thermal oxidation aging and can resist the attenuation of thermal aging performance under long-term high temperature; after thermal oxidation aging, the material can withstand tensile external forces without easily producing cracking damage, and is expected to meet the more stringent service life requirements of exposed TPO waterproof membranes under long-term outdoor exposure environments.
Conclusion
The effects of different anti-aging additive systems on the thermal aging tensile properties, yellowing resistance and thermal aging tensile appearance cracking properties of TPO waterproof membranes were studied. The results show that:
1) Different types of hindered phenolic main antioxidants have little effect on the thermal aging tensile property retention rate of TPO waterproof membranes, but the types of auxiliary antioxidants have a significant effect on the thermal aging tensile property retention rate and yellowing resistance of TPO waterproof membranes.
2) The hindered amine light stabilizer selected in this study has a good thermal aging performance retention rate and does not produce an antagonistic effect with the antioxidant system. It can be used for subsequent screening and verification of the light aging additive system of exposed TPO waterproof membranes.
3) Formula 6 (aging additives are B3+C3+D1) has the best comprehensive thermal aging tensile properties and yellowing resistance.
Developing exposed TPO waterproof membranes with stable performance, moderate price and high durability will help promote the green development of building waterproof materials and help achieve the national carbon peak and carbon neutrality goals. This study mainly focuses on the thermal aging performance of the aging-resistant additive system of exposed TPO waterproof membranes, while the light aging performance and the durability of the material under the overall formulation containing flame retardants, fillers, etc. need further study.
